モノクロ冊子印刷ドットコムで冊子印刷作成時にオプションで追加いただける加工一覧となります。
冊子の強度を高めたり、見栄えが豪華になったりと冊子印刷をより際立てる加工が多数ございます。
それぞれの加工についての特徴や注意事項等も記載しておりますので、ご注文前に一度ご覧いただけますようよろしくお願いいたします。
・扉について
著者や章ごとに区切る場合に便利です。
扉とは冊子の章タイトル※第1章は赤、第2章は青など、各章の見出しを色上質などで区切り、より読みやすく、分かりやすくするために採用されます。
また研究紀要などの複数人の研究結果を1冊の冊子にまとめる際にも、筆者ごとにページ分けするために採用されるケースが多いです。
弊社、『用紙ラインナップ』にある色上質紙のカラーバリエーションの中からお選びいただけます。
本文用紙と同じ用紙を扉とする事も可能ですが、色上質紙で見た目に差をつけることで、本文との境界が分かりやすくなるだけでなく高級感が演出できます。
片面印刷、両面印刷どちらも対応可能です。
印刷せずに遊び紙として挿入することも勿論可能です。
・扉挿入場所について
基本的には冊子の章タイトルや筆者ごとのページを区別するために使用しますが、特に挿入箇所に決まりはありません。
アクセントに1枚、章タイトルに5枚など、上限枚数20枚までであれば、お好きな箇所をお選びいただけます。
・折込加工について
展開して情報を載せたい場合に便利です。
A4の冊子であればA3の用紙を見開きで挿入し、より大きな情報を追加できる加工です。
B5の冊子であればB4の用紙を見開きで挿入します。
展開していない時は綺麗に仕上がりサイズ内に収まるように3つ折にしてから綴じこみます。
こちらの加工は無線綴じ、平綴じのみ対応可能な加工となります。
展開することで情報量は増やせますが、折り目で膨らむことで、本を重ねるとバランスが悪くなります。
・折込挿入場所について
お好きな場所に挿入することが出来ます。
一般的に巻頭、巻末に挿入されることが多いです。上限5枚となります。
・見返し加工について
主に冊子の強度を増すための加工です。
表紙2、3面に用紙を貼り付け見栄えの高級感アップ、冊子の強度を増すためにおこないます。ページ数の決まりはありませんが、200ページを超えてくる場合には、強化目的のために採用されるケースが多い加工です。
本文用紙よりも、少し厚手の用紙がおすすめです。
冊子のアクセントにもなりますので、お洒落に仕上がります。
・ミシン加工について
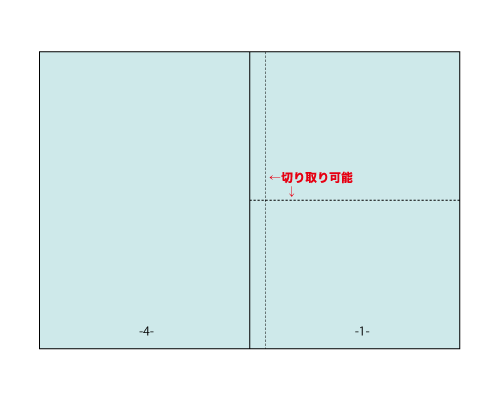
受験票や申込書などを冊子の本文ページとして作成し、出来上がった冊子を利用者が該当ページのミシン目に沿ってちぎりやすくするための加工です。払込用紙などによく利用される加工ですので、皆様一度は目にされたことがあるのではないでしょうか。
一般的な切り取り場所として多いのは、冊子の綴じ部分から約1㎝の箇所にミシン線を入れる図①のようなミシン加工です。縦横交差するミシン加工にも対応しております。
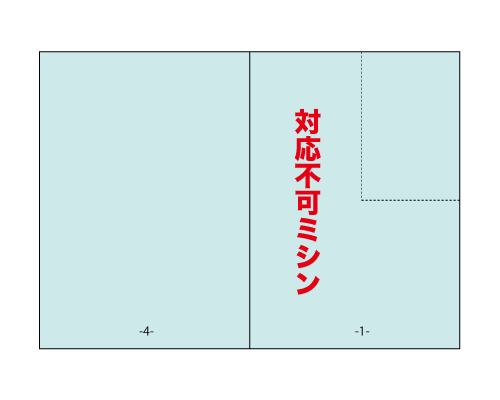
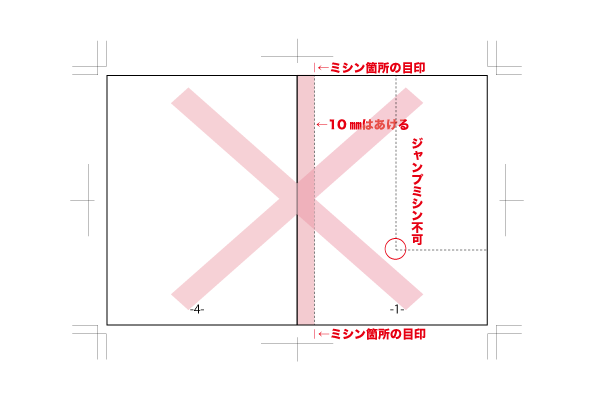
ただし図②のような交差せずきっちり止めるミシン加工には対応しておりませんのでご注意ください。
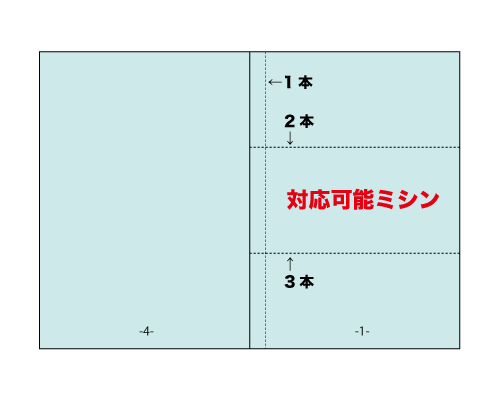
ご注文いただく際の本数については、図③を参考にしてください。弊社用紙ラインナップ内の最薄用紙(55kg)をミシン加工に使用する場合、非常に破れやすくなるため、上質70kg以上をご選択されることをおすすめします。
切り取りたい箇所で用紙が切り取れる便利なミシン加工ですが、データ作成段階で注意する必要がありますので、必ずこちらをご確認いただき、間違いがないかしっかりチェックいただきますようお願いいたします。
また、ミシン加工は無数に制限なくご選択いただくことはできません。1枚(2ページ)あたりの上限本数は縦横合わせて3本まで、1冊の冊子に20枚の計40ページ分までが対応範囲となります。

・ミシン線で切り取ったあと、文字や画像に欠けが起こらないよう作成されていますか?
・ミシン線切り取り位置の目印作成は付け忘れていませんか?
・冊子の綴じ部分から10㎜以上余白をあけていますか?
・上質70kg以上の用紙を推奨しております。55kgですと簡単に破れる可能性がありますのでご注意ください。
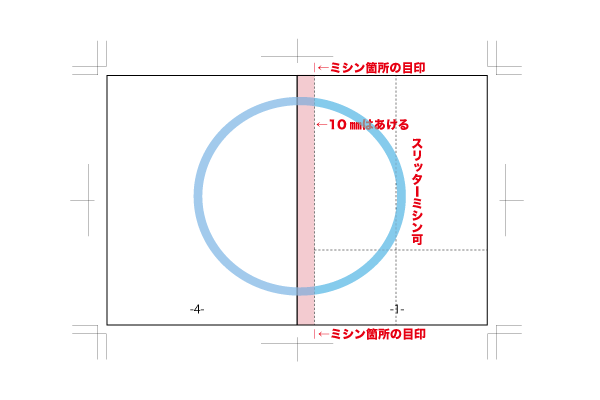
・ミシン加工が同ページ内に複数本必要な場合、下図④のように各ミシン線は交差しますのでご注意ください。
● ミシン加工正誤例
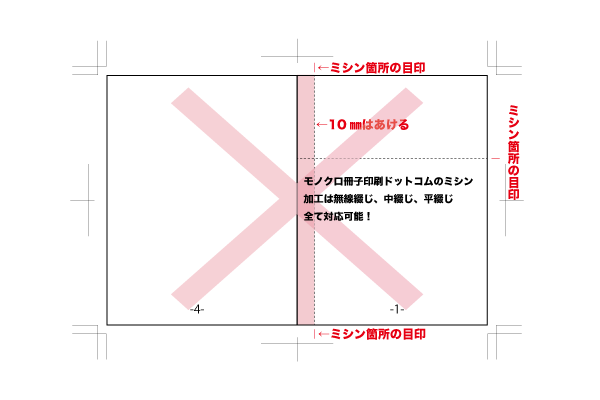
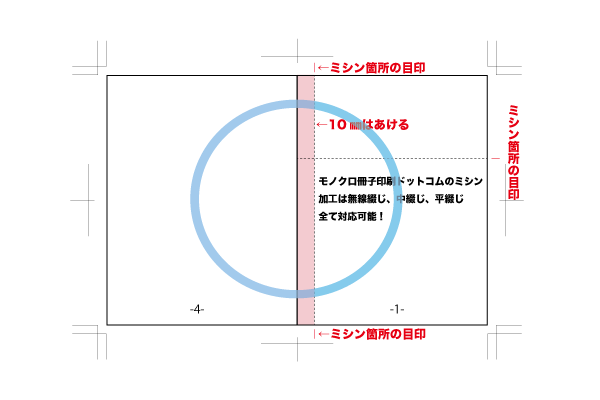
ミシン加工をおこなう場合、冊子の綴じ部分から最低でも10㎜は空白が必要です。図①では空白は取ってあるものの、切り取り線内に本文文章が入っているため、切り取ってしまうと文章が読めなくなります。穴あけ加工同様、必ず切り取った後に文章が読めるように図②のようにデータを作成してください。
図①,②ともに周囲にトンボ(仕上げる際の目印)がありますが、仕上げトンボとは別にミシン加工をおこなう場所にも必ず目印となる線を入れてください。
目印がないと加工時に正確な場所がわからないため、必ず必要な項目となりますのでお忘れないようご注意ください。
図③のジャンプミシン不可とは、赤丸箇所をご覧いただきますと交差せずにピタッとミシン加工が止まっております。一方図④では二本のミシン線が交差しているのがわかります。図④のように各ミシン線が完全に交差する「スリッターミシン」には対応可能ですが、図③のように交差させない「ジャンプミシン」には対応しておりません。
ミシン切り取り線をデータ上に作成した方が良いですか?と聞かれることがありますが、線はあっても無くてもどちらでも大丈夫です。
ただし線が印刷データとして存在している場合、一切の誤差なく線の上にミシン加工を施すことは難しいため、コンマ数㎜のズレは起こります。
切り取り線とミシン加工のズレが気になる場合は、あらかじめデータ内に切り取り線を作成されないようお願いいたします。
・PP加工について
【PP加工】とは『ポリプロピレン加工』を略した呼び名で、印刷後に印刷された用紙の表面にコーティングをおこなうラミネート加工の一種です。
冊子の表紙や表紙カバーに最もよく利用され、冊子の強度アップ、見栄えをよくする為に、長期保存したい冊子や販売したい冊子などに人気ある加工です。
長期保存に適している理由として、ツヤありPP加工は表紙表面に摩擦によって起こる印刷面の傷や色移り、多少の水濡れを防ぐ事ができます。
また、PP加工には表面に貼付けるフィルムにもいくつか種類があり、印刷会社で多く採用されているのは『グロスPP(ツヤあり)』『マットPP(ツヤなし)』となります。
弊社では以下二種のPP加工を採用しております。
本来ツヤのない用紙にでも超光沢を実現可能です。
濡れや擦れに強く、長期保存に適した特殊加工です。
本来ツヤのある用紙にでも、しっとりとしたマットな手触りを実現可能です。
擦れに弱く、擦り傷などが目立つため、扱いに注意が必要です。
PP加工をご利用される際の注意点
・PP加工の費用が高額
資材の高騰などが原因で、PP加工の費用も値上げされている傾向です。
見た目は豪華になりますが、1枚あたりの加工費用が20円以上必要で、なおかつ最低セット料金が発生します。よってよほどこだわりがない場合は、あまりオススメしません。
・ツヤなしPPは擦り傷に注意
見た目もシックで手触りもよく、非常に高級感を演出できるツヤなし加工ですが、擦れにめっぽう弱く、爪などのひっかき傷なども非常に目立ちます。
絵柄面積の多い印刷物には特に注意が必要です。
・穴あけ加工について
印刷物にパンチ穴をあける加工です。
資料をバインダーへ綴じ、保管する場合に適しています。社内資料や本文を抜粋して利用したい場合などによく採用される加工です。
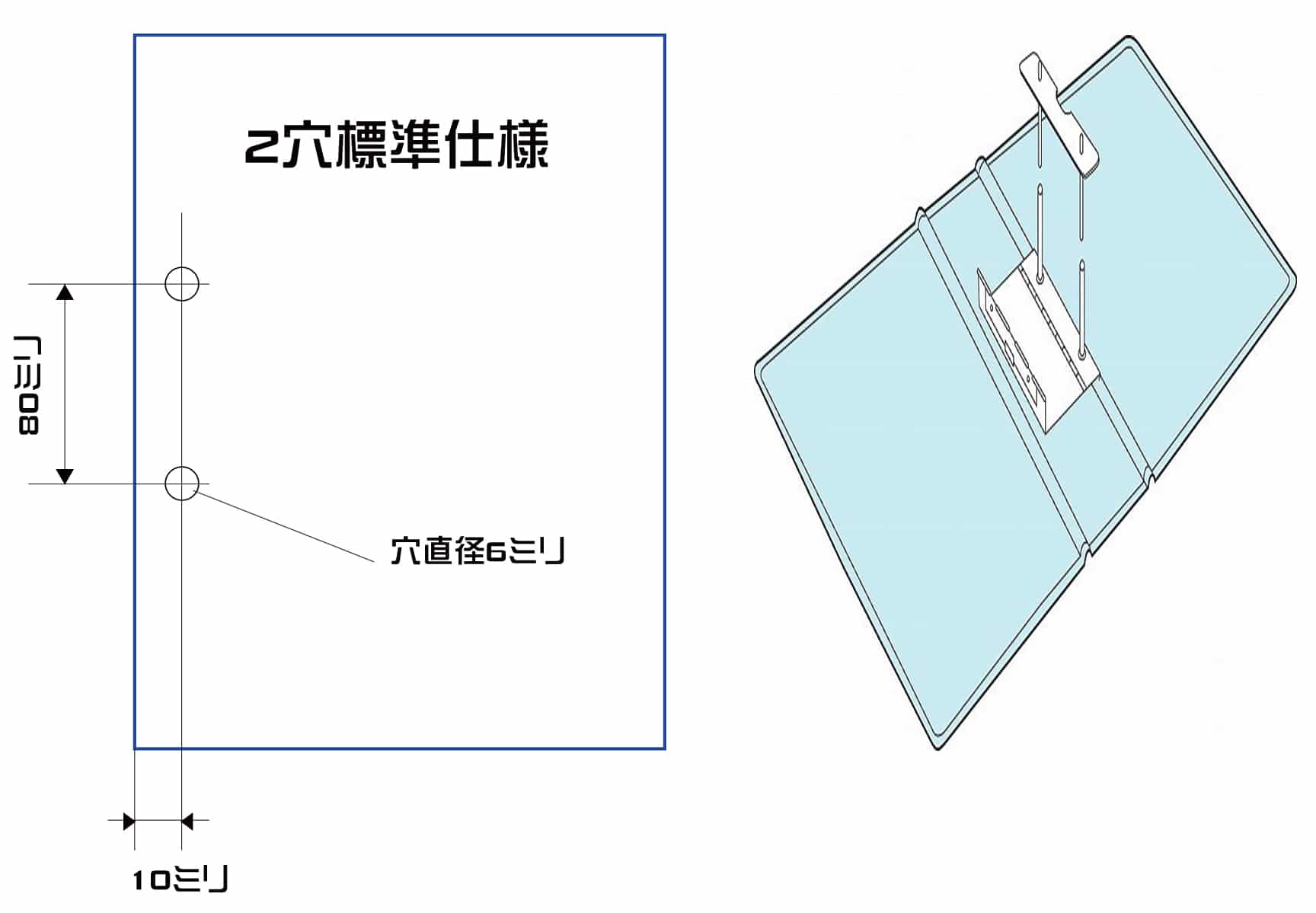
・2つ穴あけ加工標準位置について
・穴の直径は6ミリとなります。
・穴の中心から穴の中心の間隔は80ミリとなります。
・本の綴じ部分から穴の中心までの間隔は10ミリです。
・多少の位置ズレが生じる場合があります事あらかじめご了承下さい。
・穴あけ位置のご指示をいただく場合は、必ず穴の中心からの数値を記入ください。
・穴あけ加工のご指示をデータ内にいただく際はそのまま印刷されてしまいますので、実線として残らないようにご注意してください。